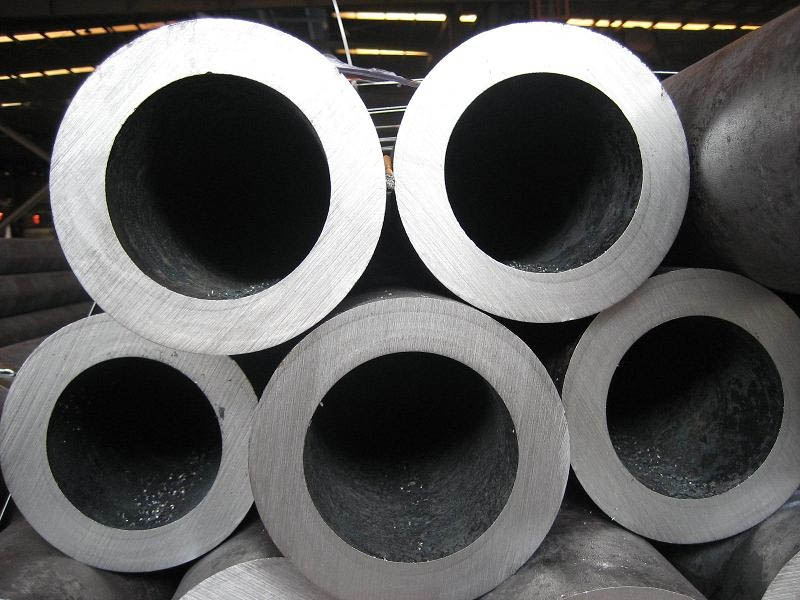
ದಪ್ಪ ಗೋಡೆಯ ಉಕ್ಕಿನ ಪೈಪ್ ತಯಾರಕರ ಸ್ಟಾಕ್

ದಪ್ಪ ಗೋಡೆಯ ಉಕ್ಕಿನ ಪೈಪ್ ಮತ್ತು ತೆಳುವಾದ ಗೋಡೆಯ ಉಕ್ಕಿನ ಪೈಪ್ ನಡುವಿನ ದೊಡ್ಡ ವ್ಯತ್ಯಾಸವು ಉಕ್ಕಿನ ಪೈಪ್ ಗೋಡೆಯ ದಪ್ಪದಲ್ಲಿದೆ. ಸಾಮಾನ್ಯವಾಗಿ ಹೇಳುವುದಾದರೆ, ತೆಳುವಾದ ಗೋಡೆಯ ಉಕ್ಕಿನ ಕೊಳವೆಗಳು ಕೋಲ್ಡ್ ಡ್ರಾನ್ ತಂತ್ರಜ್ಞಾನವಾಗಿದ್ದು, ದಪ್ಪ ಗೋಡೆಯ ಉಕ್ಕಿನ ಕೊಳವೆಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಹಾಟ್ ರೋಲ್ಡ್ ತಂತ್ರಜ್ಞಾನವಾಗಿದೆ. ಇದನ್ನು ಮಾಪನ ಘಟಕದಿಂದ ಪ್ರತ್ಯೇಕಿಸಿದರೆ, ಸಾಮಾನ್ಯವಾಗಿ ಗೋಡೆಯ ದಪ್ಪ / ಪೈಪ್ ವ್ಯಾಸವು 0.05 ಕ್ಕೆ ಸಮನಾಗಿರುತ್ತದೆ ಎಂದು ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ ದಪ್ಪ ಗೋಡೆಯ ಉಕ್ಕಿನ ಪೈಪ್ ಮತ್ತು ತೆಳುವಾದ ಗೋಡೆಯ ಉಕ್ಕಿನ ಪೈಪ್ ನಡುವಿನ ಜಲಾನಯನ, ಗೋಡೆಯ ದಪ್ಪ / ಪೈಪ್ ವ್ಯಾಸದ 0.05 ಕ್ಕಿಂತ ಕಡಿಮೆ ಇರುವ ತೆಳುವಾದ ಗೋಡೆಯ ಉಕ್ಕಿನ ಪೈಪ್ ಮತ್ತು 0.05 ಕ್ಕಿಂತ ಹೆಚ್ಚಿನ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ದಪ್ಪ-ಗೋಡೆಯ ಉಕ್ಕಿನ ಪೈಪ್. ಅಪ್ಲಿಕೇಶನ್ಗೆ ಸಂಬಂಧಿಸಿದಂತೆ, ತೆಳುವಾದ ಗೋಡೆಯ ಉಕ್ಕಿನ ಪೈಪ್ ಅನ್ನು ಹೆಚ್ಚಾಗಿ ಪೈಪ್ನಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ. ದಪ್ಪ ಗೋಡೆಯ ಉಕ್ಕಿನ ಪೈಪ್ ಅನ್ನು ಹೆಚ್ಚಾಗಿ ಟೊಳ್ಳಾದ ಭಾಗಗಳ ಖಾಲಿ ಜಾಗದಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ. ಒತ್ತಡ ಬೇರಿಂಗ್ ಮತ್ತು ಪ್ರಮುಖ ಪೈಪ್ಲೈನ್ಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಚೀನಾದಲ್ಲಿ ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ವಸ್ತುಗಳೆಂದರೆ: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, Q390cr51, Q30cr5 L290, X42, X46, X70, X80.
ದಪ್ಪನಾದ ಗೋಡೆಯ ಉಕ್ಕಿನ ಕೊಳವೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ, ಮೊದಲು ವೆಲ್ಡ್ ಜಂಕ್ಷನ್ನಲ್ಲಿ ಎಣ್ಣೆ, ಬಣ್ಣ, ನೀರು, ತುಕ್ಕು ಇತ್ಯಾದಿಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಿ, ನಂತರ ಗೋಡೆಯ ದಪ್ಪಕ್ಕೆ ಅನುಗುಣವಾಗಿ ಚಡಿಗಳನ್ನು ಮಾಡಿ. ದಪ್ಪವನ್ನು ದೊಡ್ಡದಾಗಿ ತೆರೆಯಲಾಗುತ್ತದೆ ಮತ್ತು ತೆಳುವಾದವುಗಳನ್ನು ಚಿಕ್ಕದಾಗಿ ತೆರೆಯಲಾಗುತ್ತದೆ (ಆಂಗಲ್ ಗ್ರೈಂಡರ್), ಮತ್ತು ನಂತರ ಉತ್ಪನ್ನಗಳ ನಡುವಿನ ಅಂತರವು ಸಾಮಾನ್ಯವಾಗಿ ವೆಲ್ಡಿಂಗ್ ರಾಡ್ ಅಥವಾ ವೆಲ್ಡಿಂಗ್ ತಂತಿಯ ವ್ಯಾಸಕ್ಕಿಂತ 1-1.5 ಪಟ್ಟು ಹೆಚ್ಚು. ತೋಡು ಆಕಸ್ಮಿಕವಾಗಿ ದೊಡ್ಡದಾಗಿ ತೆರೆದರೆ, ಅದನ್ನು ಚಿಕ್ಕದಾಗಿ ಕಾಯ್ದಿರಿಸಬಹುದು. ಸ್ಪಾಟ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಕನಿಷ್ಠ ಮೂರು ಬಿಂದುಗಳಲ್ಲಿ ಕೈಗೊಳ್ಳಬೇಕು. ಸಾಮಾನ್ಯವಾಗಿ, ನಾಲ್ಕು ಹಂತಗಳಲ್ಲಿ ಕೆಲಸ ಮಾಡುವುದು ಸುಲಭ. ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಅದನ್ನು ಅರ್ಧ ಬೆಸುಗೆ ಹಾಕಬೇಕು. ಪ್ರಾರಂಭದ ಹಂತವು ಕೆಳಭಾಗದ ಬಿಂದುವಿನಿಂದ ಸುಮಾರು 1 ಸೆಂ.ಮೀ ಆಗಿರಬೇಕು, ಆದ್ದರಿಂದ ಜಂಟಿ ಎದುರು ಭಾಗದಿಂದ ಮಾಡಬಹುದಾಗಿದೆ. ಉಕ್ಕಿನ ಪೈಪ್ ಗೋಡೆಯು ದಪ್ಪವಾಗಿದ್ದರೆ, ಅದನ್ನು ಲೇಯರ್ಡ್ ಮಾಡಬೇಕು, ಕನಿಷ್ಠ ಎರಡು ಪದರಗಳು. ಮೊದಲ ಪದರವನ್ನು ಇಡೀ ವೃತ್ತದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಿದ ನಂತರ ಮಾತ್ರ ಎರಡನೇ ಪದರವನ್ನು ಬೆಸುಗೆ ಹಾಕಬಹುದು.
ರೌಂಡ್ ಟ್ಯೂಬ್ ಖಾಲಿ → ತಾಪನ → ಚುಚ್ಚುವಿಕೆ → ಮೂರು ರೋಲ್ ಕ್ರಾಸ್ ರೋಲಿಂಗ್, ನಿರಂತರ ರೋಲಿಂಗ್ ಅಥವಾ ಹೊರತೆಗೆಯುವಿಕೆ → ಪೈಪ್ ಸ್ಟ್ರಿಪ್ಪಿಂಗ್ → ಗಾತ್ರ (ಅಥವಾ ಕಡಿಮೆ ಮಾಡುವುದು) → ಕೂಲಿಂಗ್ → ನೇರಗೊಳಿಸುವಿಕೆ → ಹೈಡ್ರೋಸ್ಟಾಟಿಕ್ ಪರೀಕ್ಷೆ (ಅಥವಾ ನ್ಯೂನತೆ ಪತ್ತೆ) → ಗುರುತು
ಉಕ್ಕಿನ ಪೈಪ್ನ ಗೋಡೆಯ ದಪ್ಪವು 12.5mm ಗಿಂತ ಹೆಚ್ಚಿಲ್ಲದಿದ್ದಾಗ, ವೆಲ್ಡ್ ಬಲವರ್ಧನೆಯು 3.0mm ಗಿಂತ ಹೆಚ್ಚಿಲ್ಲ; ಉಕ್ಕಿನ ಪೈಪ್ನ ಗೋಡೆಯ ದಪ್ಪವು 12.5mm ಗಿಂತ ಹೆಚ್ಚಿದ್ದರೆ, ವೆಲ್ಡ್ ಬಲವರ್ಧನೆಯು 3.5mm ಗಿಂತ ಹೆಚ್ಚಿರಬಾರದು.
ನಾಮಮಾತ್ರದ ಹೊರ ವ್ಯಾಸದ ಉಕ್ಕಿನ ಪೈಪ್ 168.3mm ಗಿಂತ ಹೆಚ್ಚು ನೇರವಾಗಿರಬೇಕು ಅಥವಾ ಸರಬರಾಜುದಾರ ಮತ್ತು ಖರೀದಿದಾರರು ಒಪ್ಪಿದ ಬಾಗುವ ಸೂಚ್ಯಂಕಕ್ಕೆ ಅನುಗುಣವಾಗಿರಬೇಕು.
168.3mm ಗಿಂತ ಹೆಚ್ಚಿನ ಬಾಹ್ಯ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಉಕ್ಕಿನ ಪೈಪ್ಗಳಿಗೆ, ವಕ್ರತೆಯು ಉಕ್ಕಿನ ಪೈಪ್ನ ಒಟ್ಟು ಉದ್ದದ 0.2% ಕ್ಕಿಂತ ಹೆಚ್ಚಿರಬಾರದು.
ಪೈಪ್ ತುದಿಯಲ್ಲಿ 4mm ಗಿಂತ ಹೆಚ್ಚಿನ ಗೋಡೆಯ ದಪ್ಪವಿರುವ ಉಕ್ಕಿನ ಪೈಪ್ಗೆ, ಪೈಪ್ನ ತುದಿಯನ್ನು 30 ° + 5 ° 0 °, 1.6mm ± 0.8mm ನ ರೂಟ್ನೊಂದಿಗೆ ಸಂಸ್ಕರಿಸಬಹುದು ಮತ್ತು ಪೈಪ್ನ ಅಂತ್ಯದ ಇಳಿಜಾರು ಕಡಿಮೆ ಇರುತ್ತದೆ. ಅಥವಾ 5mm ಗೆ ಸಮಾನವಾಗಿರುತ್ತದೆ.





